Electric Motor Rewinding and Repair Services
ELECTRIC MOTOR REPAIRING SERVICES
- The motor is received into the shop and test run. The winding will be tested for possible problems; vibration base lines will be run and recorded. If motor is unable to be run it goes to next step.
- The motor will then be disassembled. All parts will be thoroughly cleaned and inspected for electrical or mechanical wear or damage.
- If the winding passes all electrical tests, it will be hydro-cleaned, baked dry then dipped and baked in a high temperature “class H” insulating varnish.
- The ID of the end bell bearing housings and the OD of both shaft bearing journals are measured to ensure ABMA tolerance and repaired if necessary.
- The output shaft will be checked for straightness, condition of the keyway, and proper size and repaired if necessary.
- The rotor will be dynamically balanced to meet NEMA tolerances.
- The bearings will be replaced with new, high precision, class C-3 bearings. After all the above described work has been completed, the electric motor will be reassembled, painted and test run on its rated voltage to assure proper operation, a final vibration will be run and recorded.
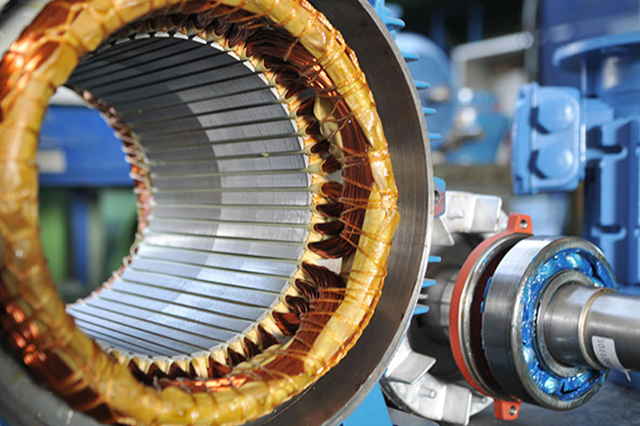
ELECTRIC MOTOR REWINDING
- To facilitate the removal of the damaged windings, it is typical to cut off one end of the coils before placing the unit in the roasting oven. In addition to all nameplate data the dimensions and the shape of the coil ends being cut off are measured and recorded.
- The windings are prepared for removal from the core using a controlled heat, roasting oven. For cast iron or steel frame motors the core temperature does not exceed 650 degrees F.
- When a stator is to be rewound, two core loss tests shall be made, one before and one after passing through the roasting oven.
- New coils are manufactured using only new copper wire of the correct dimension and dielectric coating specification. They are then inserted into the core, insulated in high temperature varnish, and tested to assure quality.